Tube Laser Cutting Systems 3040
Another consideration is the fiber laser�s briefcase-sized modules�they allow for redundancy. If one module has a problem, the resonator doesn�t shut down completely. The fiber laser is redundant in a way that the other modules can produce more power temporarily to support the down module until repairs can be completed�which, by the way, can be done in the field. Other times the fiber resonator can continue producing reduced power until repairs can be made. Unfortunately, if a CO2 resonator has an issue, the entire resonator is down, not just in a reduced-power mode.
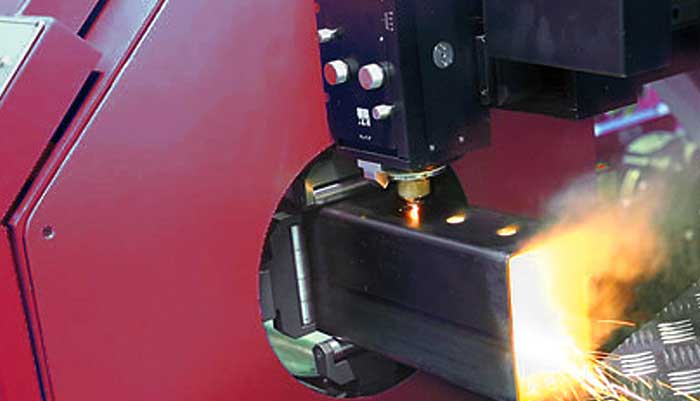
Parts are held in place with automatic tabbing, done in FabCreator and a set o jaws on each drive chuck or idler chuck.